Vakuuma gāzes dzēšanas krāsns Horizontāla ar vienu kameru




Kas ir vakuuma gāzes dzēšana
Vakuuma gāzes dzēšana ir sagataves karsēšanas process vakuumā un pēc tam ātra atdzesēšana dzesēšanas gāzē ar augstu spiedienu un lielu plūsmas ātrumu, lai uzlabotu sagataves virsmas cietību.
Salīdzinot ar parasto gāzes rūdīšanu, eļļas rūdīšanu un sāls vannas rūdīšanu, vakuuma augstspiediena gāzes rūdīšanai ir acīmredzamas priekšrocības: laba virsmas kvalitāte, nav oksidēšanās un nav cementēšanas; laba rūdīšanas vienmērība un neliela sagataves deformācija; laba rūdīšanas stiprības vadāmība un kontrolējams dzesēšanas ātrums; augsta produktivitāte, kas ietaupa tīrīšanas darbus pēc rūdīšanas; nav vides piesārņojuma.
Ir daudz materiālu, kas piemēroti vakuuma augstspiediena gāzes dzēšanai, galvenokārt: ātrgaitas tērauds (piemēram, griezējinstrumenti, metāla veidnes, presformas, mērierīces, reaktīvo dzinēju gultņi), instrumentu tērauds (pulksteņu detaļas, armatūra, preses), presformas tērauds, gultņu tērauds utt.
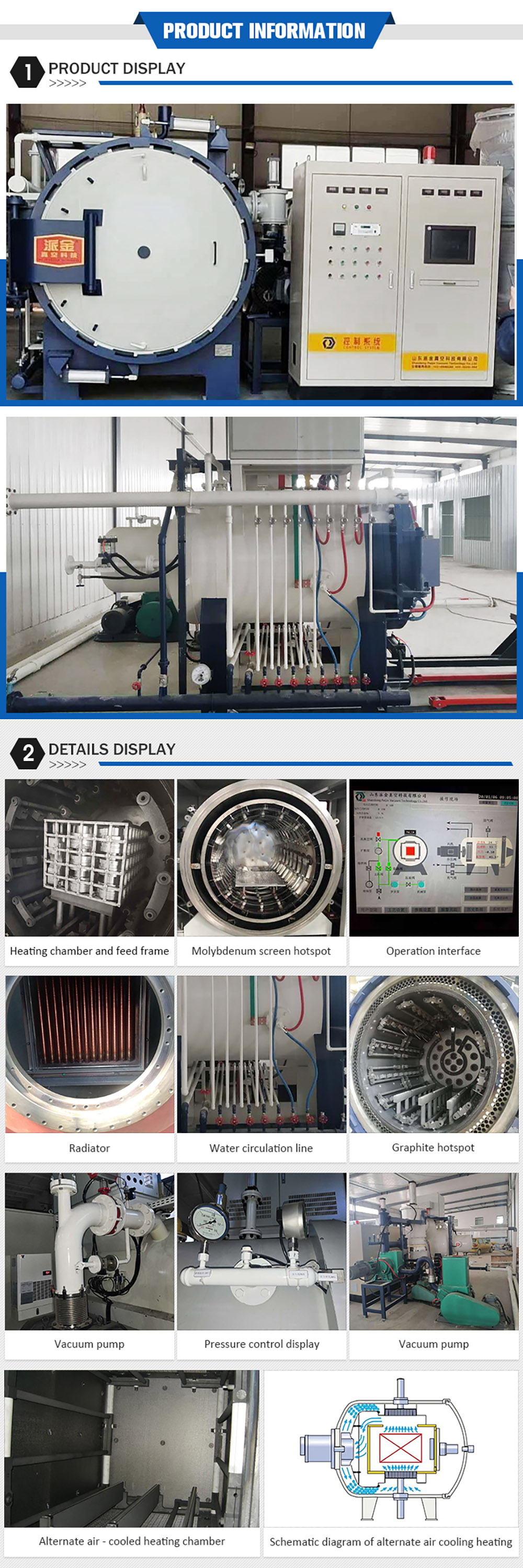
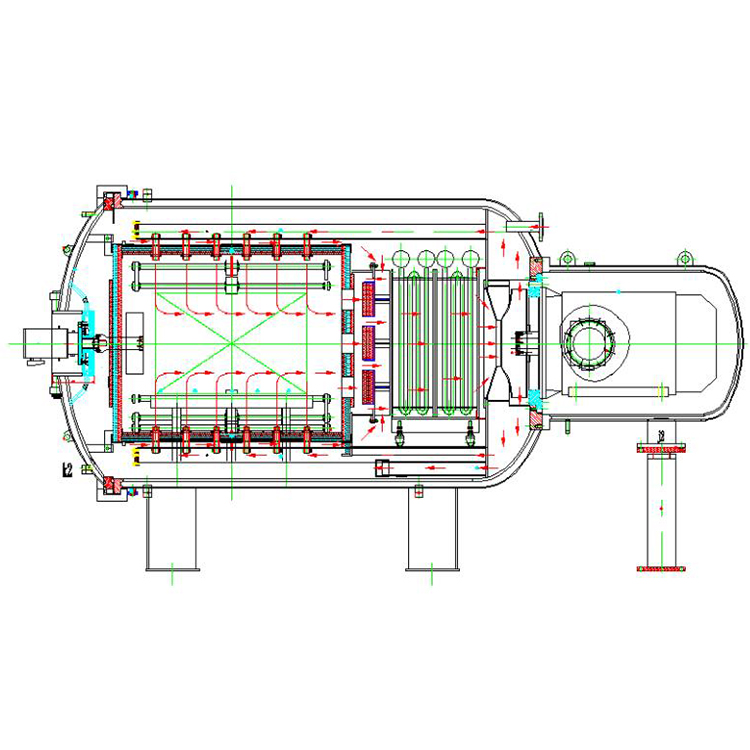
Paijin vakuuma gāzes dzēšanas krāsns ir vakuuma krāsns, kas sastāv no krāsns korpusa, sildīšanas kameras, karstā maisīšanas ventilatora, vakuuma sistēmas, gāzes uzpildes sistēmas, vakuuma daļējā spiediena sistēmas, elektriskās vadības sistēmas, ūdens dzesēšanas sistēmas, gāzes dzēšanas sistēmas, pneimatiskās sistēmas, automātiskās krāsns padeves ratiņiem un barošanas sistēmas.



Pieteikums
Paijin vakuuma gāzes dzēšanas krāsnsir piemērots tādu materiālu kā presformas tērauda, ātrgaitas tērauda, nerūsējošā tērauda u.c. rūdīšanas apstrādei; tādu materiālu kā nerūsējošā tērauda, titāna un titāna sakausējumu šķīduma apstrādei; dažādu magnētisko materiālu atkvēlināšanas un rūdīšanas apstrādei; un to var izmantot vakuuma lodēšanai un vakuuma sintēšanai.

Raksturojums
1. Augsts dzesēšanas ātrums:Izmantojot augstas efektivitātes kvadrātveida siltummaini, tā dzesēšanas ātrums tiek palielināts par 80%.
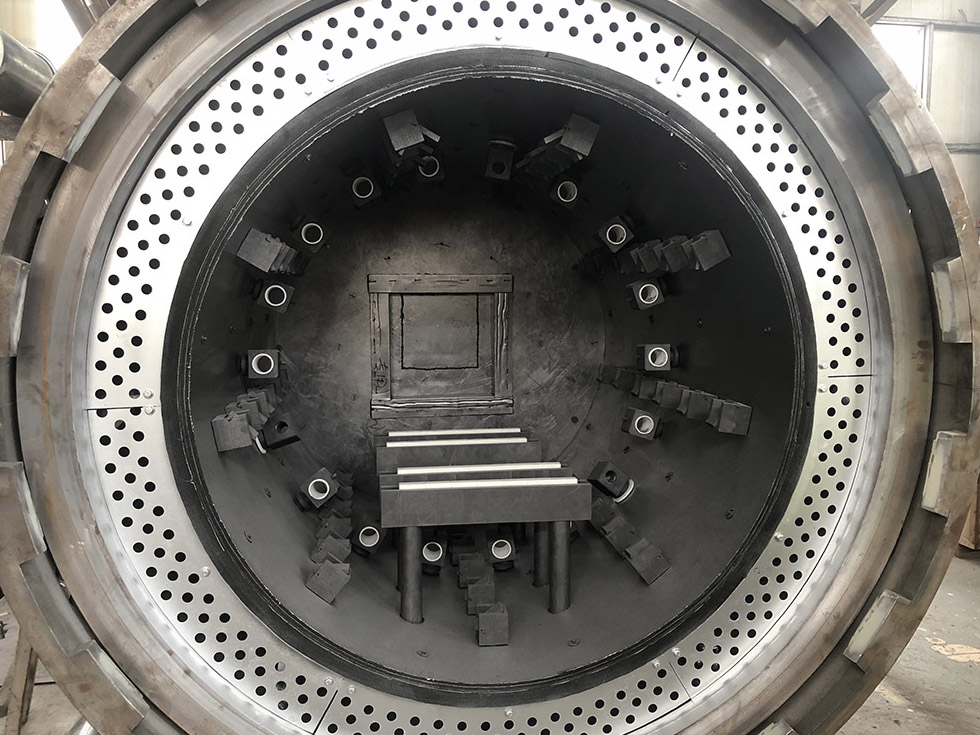
2. Laba dzesēšanas vienmērība:Gaisa sprauslas ir vienmērīgi un pakāpeniski izvietotas visā sildīšanas kamerā.
3. Augsta enerģijas taupīšana:Tās gaisa sprauslas sildīšanas procesā automātiski aizveras, tādējādi samazinot enerģijas izmaksas par 40%.
4. Labāka temperatūras vienmērība:tā sildelementi ir vienmērīgi izvietoti visā sildīšanas kamerā.
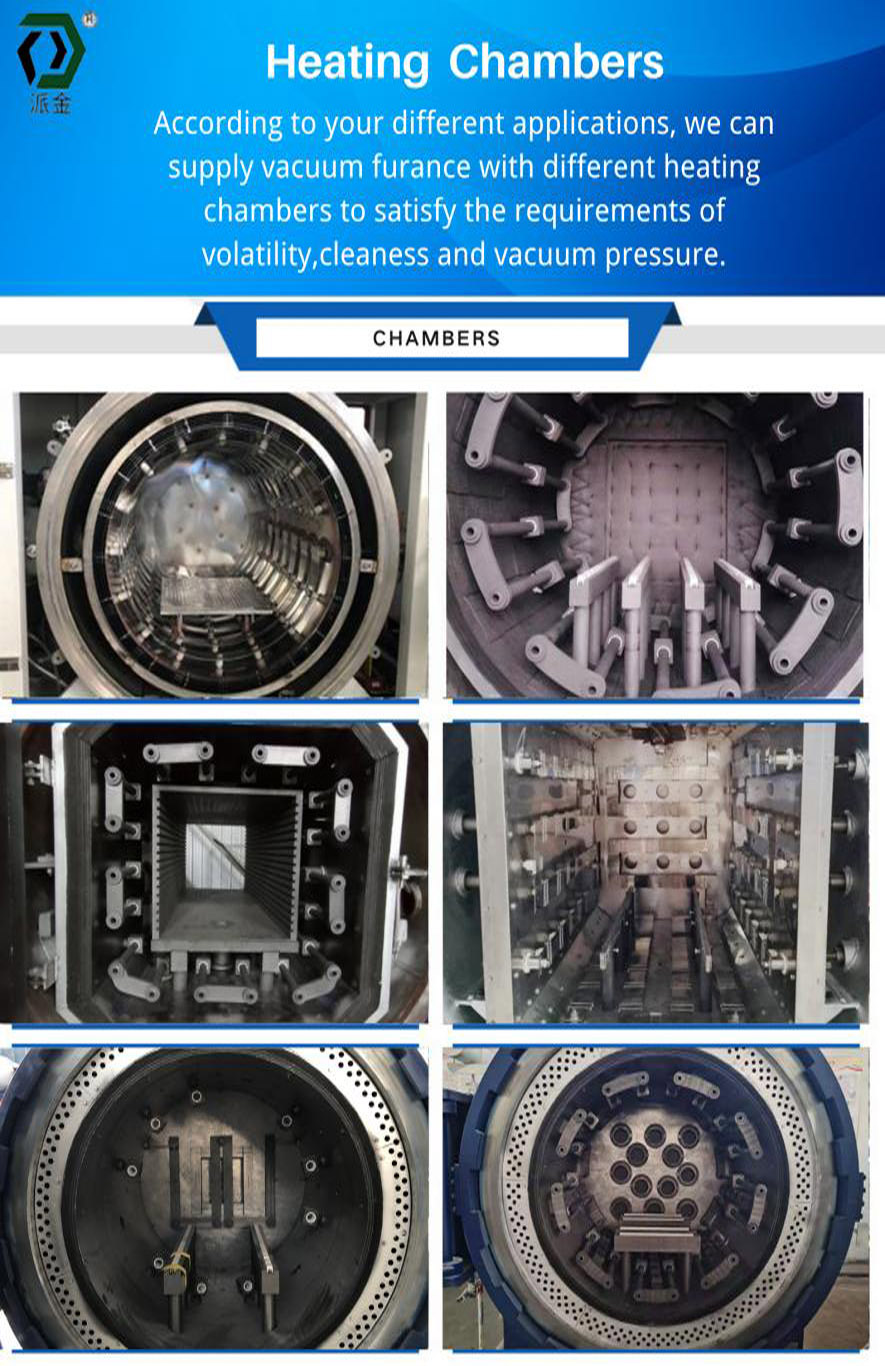
5. Piemērots dažādām procesa vidēm:Tās sildīšanas kameras izolācijas slānis ir izgatavots no kompozītmateriāla cietā izolācijas slāņa vai metāla izolācijas ekrāna, kas ir piemērots dažādām vidēm.
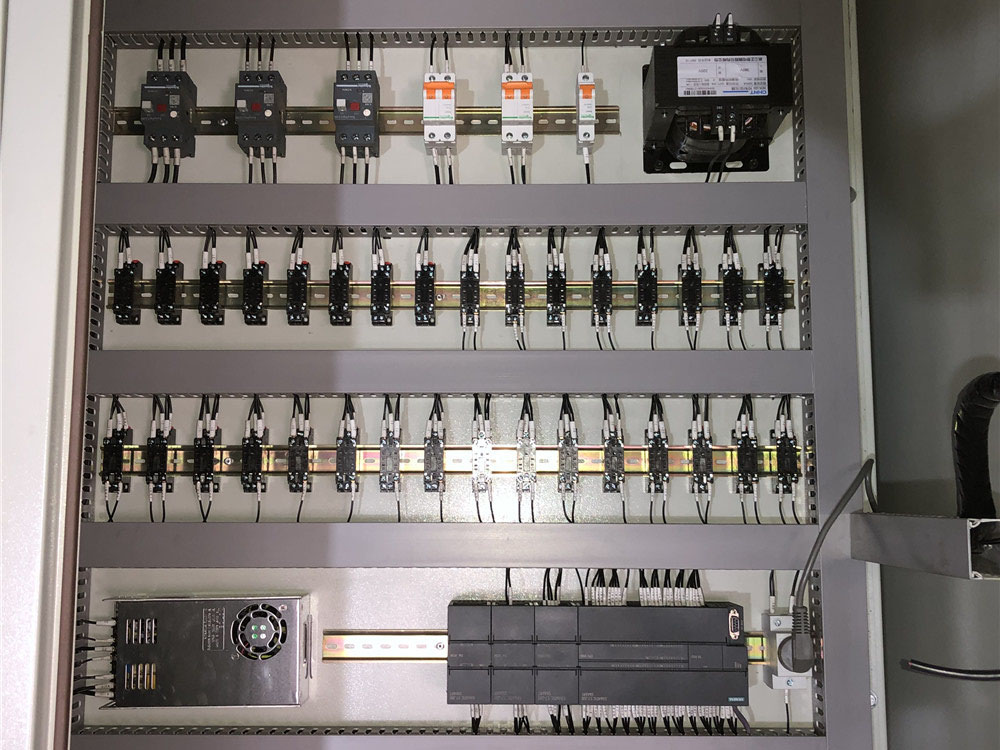
6. Vieda un vienkārša procesu programmēšanai, stabila un uzticama mehāniska darbība, automātiski, daļēji automātiski vai manuāli trauksmes signāla ģenerēšana un kļūdu attēlošana.
7. Frekvences pārveidošanas vadības gāzes dzēšanas ventilators, papildu konvekcijas gaisa sildīšana, papildu 9 punktu temperatūras pārbaude, daļēja spiediena dzēšana un izotermiska dzēšana.
8. Ar visu AI vadības sistēmu un papildu manuālu operētājsistēmu.
Standarta modeļa specifikācija un parametri
| Standarta modeļa specifikācija un parametri | |||||
| Modelis | PJ-Q557 | PJ-Q669 | PJ-Q7711 | PJ-Q8812 | PJ-Q9916 |
| Efektīvā karstās zonas garums (LWH) (mm) | 500*500*700 | 600*600*900 | 700*700*1100 | 800*800*1200 | 900 * 900 * 1600 |
| Kravas svars (kg) | 300 | 500 | 800 | 1200 | 2000. gadā |
| Maksimālā temperatūra (℃) | 1350 | ||||
| Temperatūras kontroles precizitāte (℃) | ±1 | ||||
| Krāsns temperatūras vienmērīgums (℃) | ±5 | ||||
| Maksimālais vakuuma grāds (Pa) | 4,0 * E -1 | ||||
| Spiediena paaugstināšanas ātrums (Pa/H) | ≤ 0,5 | ||||
| Gāzes dzēšanas spiediens (bāri) | 10 | ||||
| Krāsns struktūra | Horizontāla, vienas kameras | ||||
| Krāsns durvju atvēršanas metode | Eņģu tips | ||||
| Sildelementi | Grafīta sildelementi | ||||
| Apkures kamera | Graphit cietā filca un mīkstā filca sastāva struktūra | ||||
| Gāzes dzēšanas plūsmas tips | Vertikāla mainīga plūsma | ||||
| PLC un elektriskie elementi | Siemens | ||||
| Temperatūras regulators | EUROOTHERM | ||||
| Vakuuma sūknis | Mehāniskais sūknis un sakņu sūknis | ||||
| Pielāgoti papildu diapazoni | |||||
| Maksimālā temperatūra | 600–2800 ℃ | ||||
| Maksimālā temperatūras grāds | 6,7 * E-3 Pa | ||||
| Gāzes dzēšanas spiediens | 6–20 bāri | ||||
| Krāsns struktūra | Horizontāla, vertikāla, vienkameras vai vairāku kameru | ||||
| Durvju atvēršanas metode | Eņģu tips, Pacelšanas tips, Plakanais tips | ||||
| Sildelementi | Grafīta sildelementi, Mo sildelementi | ||||
| Apkures kamera | Grafīta filcs, pilnībā metāla atstarojošs ekrāns | ||||
| Gāzes dzēšanas plūsmas tips | Horizontāla maiņstrāva gāzes plūsma; Vertikāla maiņstrāva gāzes plūsma | ||||
| Vakuuma sūkņi | Mehāniskais sūknis un sakņu sūknis; Mehāniskie, sakņu un difūzijas sūkņi | ||||
| PLC un elektriskie elementi | Siemens; Omron; Mitsubishi; Siemens | ||||
| Temperatūras regulators | EUROTHERM; SHIMADEN | ||||
Kvalitātes kontrole
Kvalitāte ir produktu būtība, un tas ir galvenais punkts, izvēloties rūpnīcu."nākotne. Paijin ikdienas darbā par prioritāti uzskata kvalitāti. Lai nodrošinātu mūsu produktu labu kvalitāti, mēs pievērsām lielu uzmanību 3 aspektiem.
1. Vissvarīgākais: cilvēks. Cilvēks ir vissvarīgākais katrā darbā. Mums ir pilnīgi apmācības kursi katram jaunam darbiniekam, un mums ir vērtēšanas sistēma, lai novērtētu katru darbinieku līmenī (zemākais, vidējais, augstākais), dažāda līmeņa darbinieki tiek iecelti dažādos darbos ar atšķirīgu algu. Šajā vērtēšanas sistēmā tas"ne tikai prasmes, bet arī atbildības līmenis un kļūdu līmenis, izpildvara utt. Tādā veidā mūsu rūpnīcas darbinieki ir gatavi darīt visu iespējamo savā darbā. Un stingri ievēro kvalitātes vadības noteikumus.
2. Labākie materiāli un komponenti: Mēs iepērkam tikai labākos materiālus tirgū, mēs zinām, ka, ietaupot 1 dolāru materiālos, galu galā izmaksātu 1000 dolāru. Galvenās detaļas, piemēram, elektriskās detaļas un sūkņi, ir tādu zīmolu produkti kā Siemens, Omron, Eurotherm, Schneider utt. Pārējām Ķīnā ražotajām detaļām mēs izvēlamies labāko rūpnīcu nozarē un parakstām ar tām produktu kvalitātes garantijas līgumu, lai nodrošinātu, ka katra krāsnī izmantotā detaļa ir vislabākās kvalitātes produkts.
3. Stingra kvalitātes vadība: Krāsns ražošanas procesos mums ir 8 kvalitātes kontroles punkti. Katrā kontroles punktā pārbaudi veic 2 darbinieki, un par to ir atbildīgs 1 rūpnīcas vadītājs. Šajos kontroles punktos materiāli un sastāvdaļas, kā arī visi krāsns aspekti tiek divreiz pārbaudīti, lai nodrošinātu tās kvalitāti. Visbeidzot, pirms krāsns atstāj rūpnīcu, tai jāveic galīgā pārbaude ar termiskās apstrādes eksperimentiem.